Tutustu kattavaan oppaaseen Nitinol-vaskulaaristen stenttien tuotantomenetelmistä ja -tekniikoista. Tutustu laserleikkaukseen, lämpökäsittelyyn ja elektrolyyttiseen kiillotukseen.


EN
Tutustu kattavaan oppaaseen Nitinol-vaskulaaristen stenttien tuotantomenetelmistä ja -tekniikoista. Tutustu laserleikkaukseen, lämpökäsittelyyn ja elektrolyyttiseen kiillotukseen.

Tällä hetkellä verisuonitauteja hoidetaan yleensä endovaskulaarisella interventiolla tai leikkauksella, mutta endovaskulaarinen interventio on tullut pääasialliseksi hoitomenetelmäksi tämän taudin hoidossa leikkauskelpoisten suonityyppien rajoituksien ja leikkauksen korkean trauman ja vakavien komplikaatioiden haittojen vuoksi.
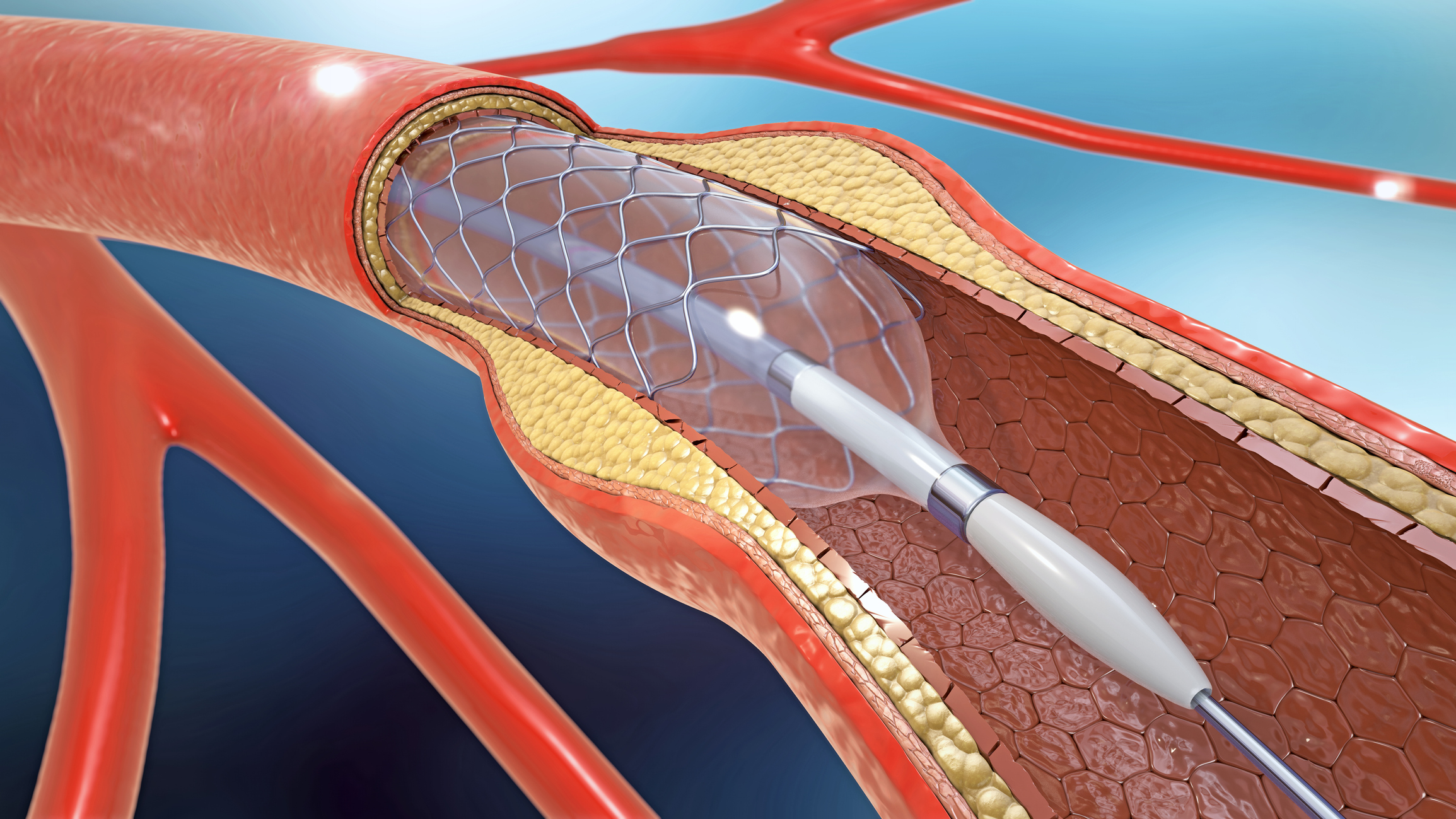
Endovaskulaarisia interventioita voidaan laajentaa käyttämällä stenttejä tai pallomaisia ilmapalloja. Istutetut stentit voidaan luokitella pallomaisesti laajeneviin stentteihin ja itsenäisesti laajeneviin stentteihin niiden periaatteiden mukaan, ja pallomaisesti laajenevan stentin rakenne on esitetty kuvassa 1.
Kuva 1 Pallomaisesti laajeneva stentti
Pallomaisesti laajeneva stentti on ihon läpi tehtävä pistotekniikka, jossa stentti, joka on esiasennettu ilmapalloon, kuljetetaan katetrin avulla ohjauslangan kanssa verisuonivaurion paikalle, ja sitten ilmapalloa painetaan laajentamaan stenttiä tukemaan sairasta alusta. Kun stentti laajenee aluksen halkaisijaksi, ilmapallo vapautetaan ja katetri vedetään ulos, jolloin stentti jää paikoilleen pitämään aluksen auki.
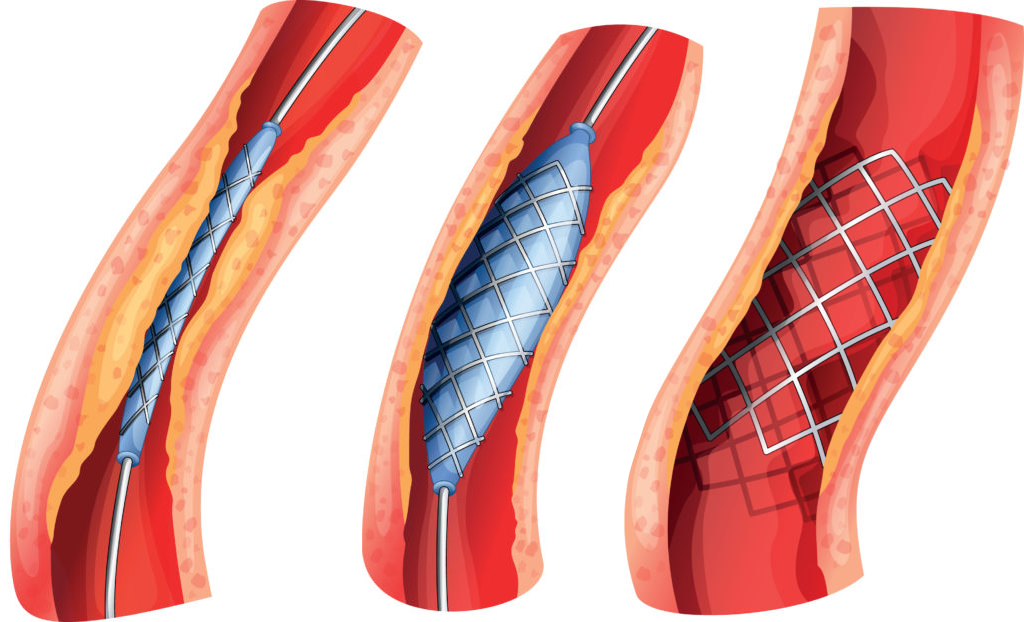
Verrattuna pallomaisesti laajeneviin stentteihin itsenäisesti laajenevat stentit eivät vaadi ulkoista voimaa, joka laajenee verisuonivaurion kohdalla ilmapallon avulla, kuten kuvassa 2 on esitetty. Stentti rullataan ensin pieneksi halkaisijaksi alhaisessa lämpötilassa ja toimitetaan sitten vaurion kohdalle. Kun ympäristön lämpötila nousee huoneenlämpötilasta 37°C: een, stentti laajenee luottamalla materiaalin omaan lämpöherkkyyteen tukeakseen sairasta alusta.
Kuva 2 Itsenäisesti laajeneva stentti
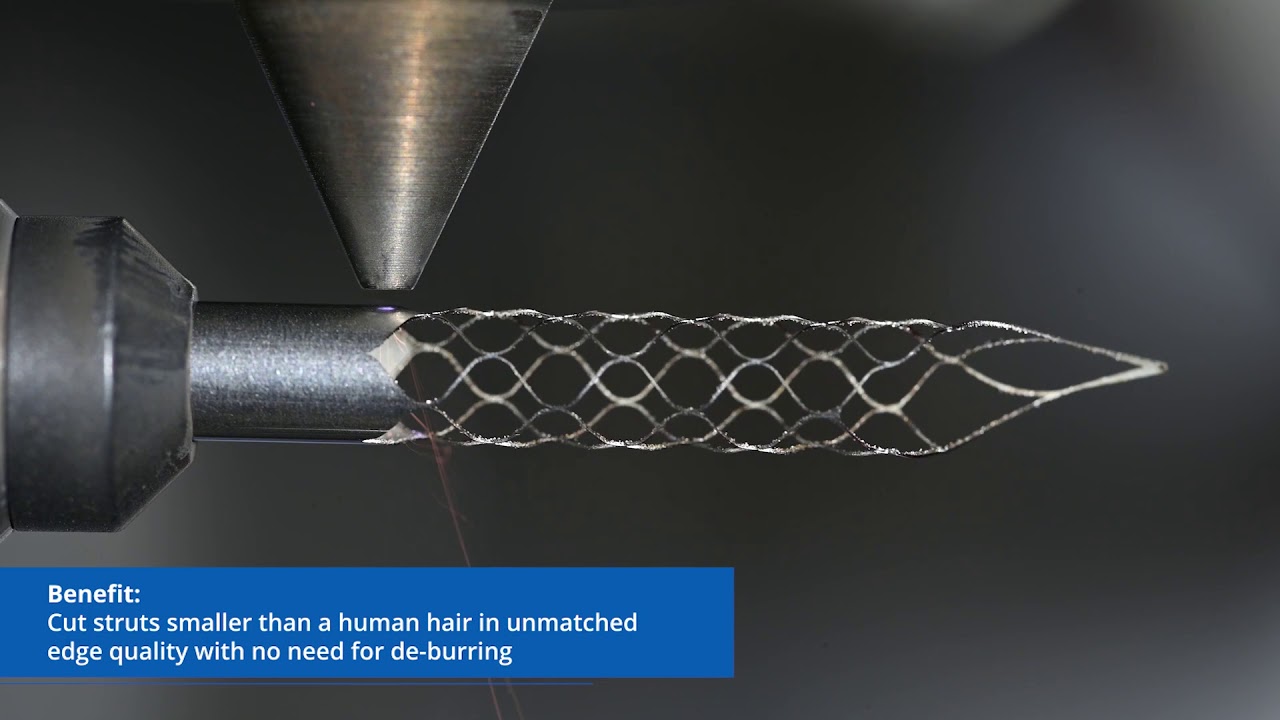
Yleisesti käytetyt stentin muovausmenetelmät ovat laserleikkaus ja punonta jne. Eri muovausmenetelmät voivat vaikuttaa eri tavoin stentin geometriaan ja suorituskykyyn. Laserleikkausteknologiaa käytetään laajalti verisuonistenttien valmistuksessa sen etujen vuoksi, kuten kosketuksettomuus, nopea valmistusnopeus, korkea muototarkkuus ja alhaiset kustannukset, ja se on tällä hetkellä yleisin stentin muodostusmenetelmä (Kuva 3).
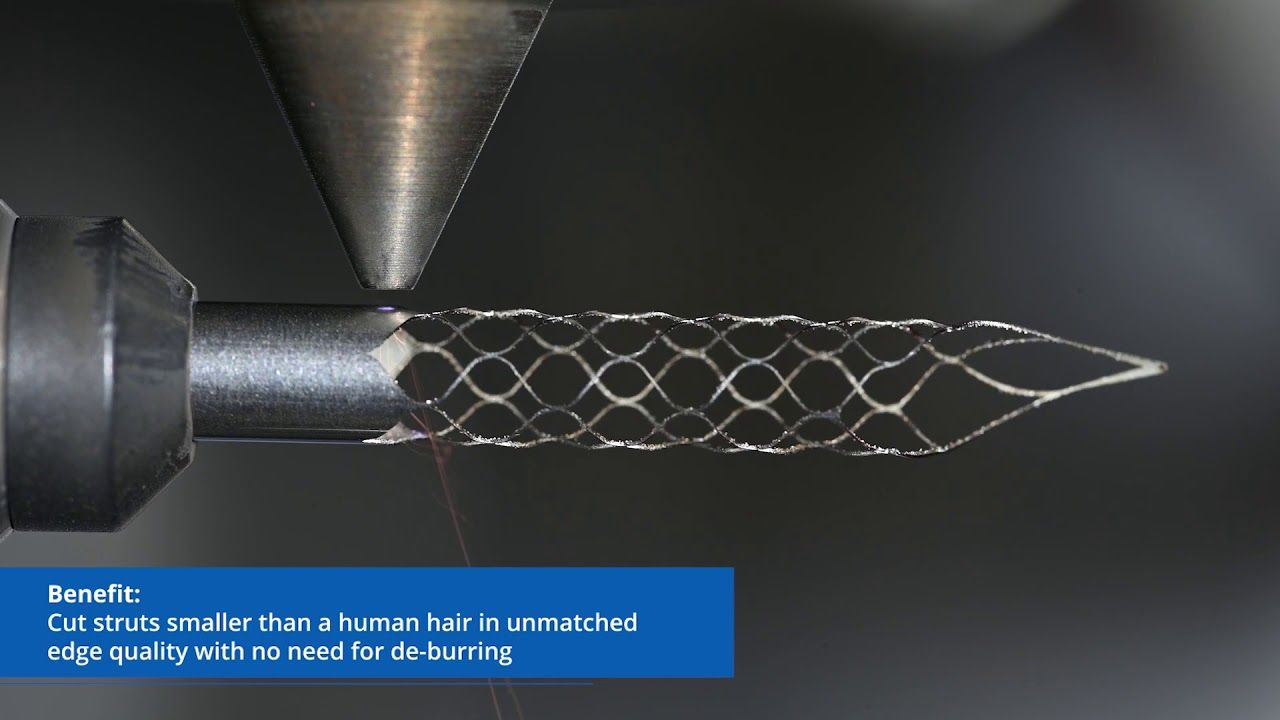
Kuva 3 Laserleikkaustenttien prosessi
Laserleikkaus saavutetaan korkean energian laserpalkin keskittämällä ja säteilyttämällä sitä työkappaleen pinnalle, mikä aiheuttaa materiaalin nopean sulamisen ja haihtumisen säteilytetyllä alueella, kun taas sulaneen materiaalin poistaa nopea kaasuvirta, joka on koaksiaalinen laserpalkin kanssa.
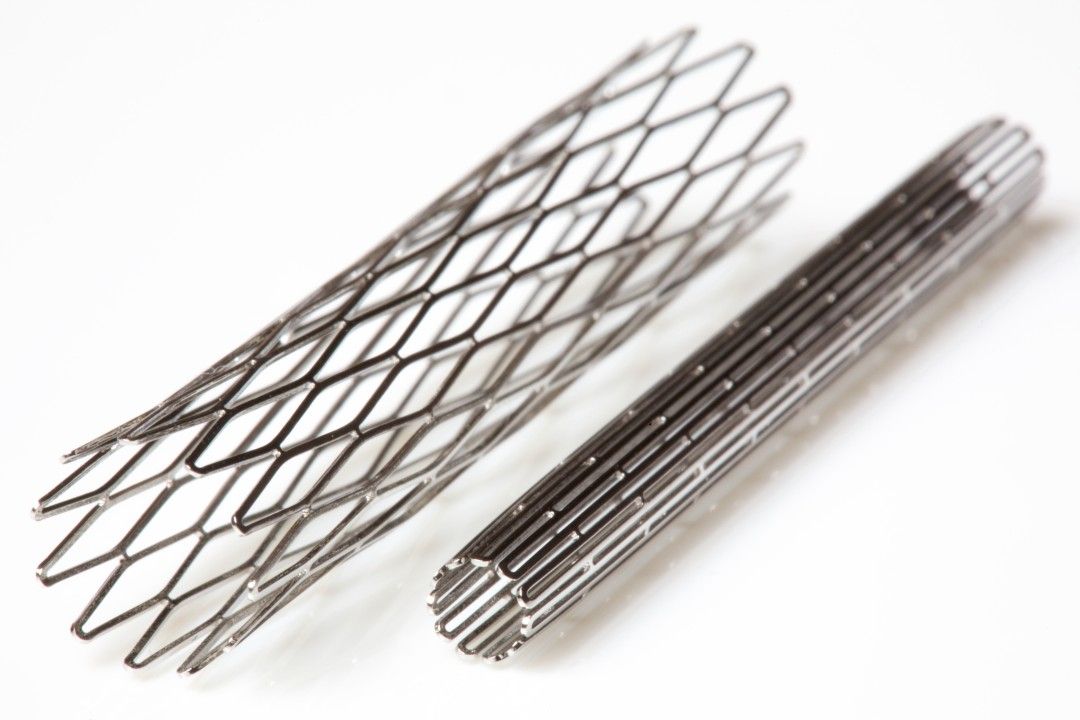
Punonta on edullinen, jatkuva valmistusmenetelmä, jossa prosessin aikana ei menetetä materiaalia. Kaksi tai useampaa lankaa punotaan metallimantelin ympärille kolmiulotteisen rakenteen muodostamiseksi (Kuva 4). Metallilangat risteävät toisiaan, mutta eivät lukitse toisiaan.
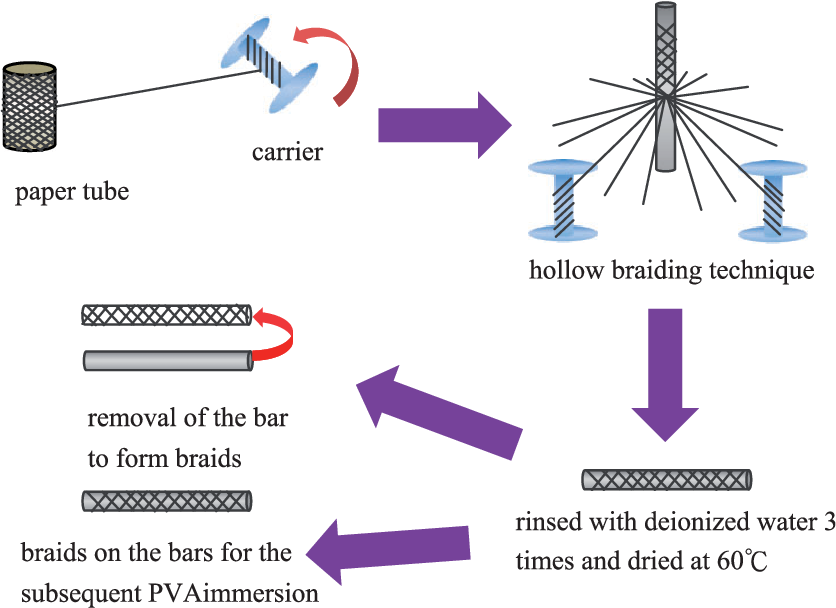
Kuva 4 Punotut verisuonistentit
Muistinmuodon, supervakauden ja hyvän biokompatibiliteetin avulla Ni-Ti-seos on vähitellen tullut yhdeksi tärkeimmistä raaka-aineista verisuonistenteille (sen ominaisuudet on esitetty kuvassa 5).
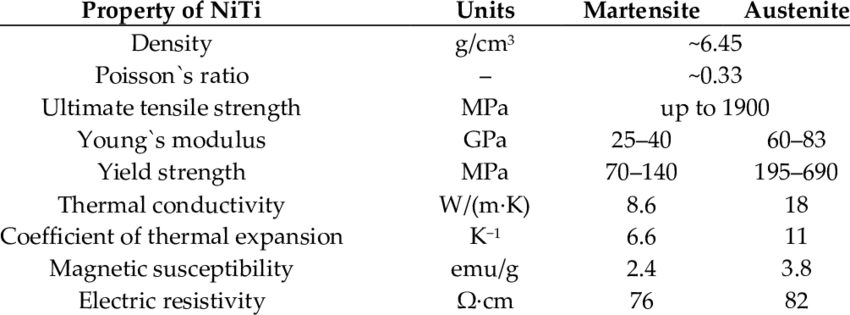
Kuva 5 Nikkeli-titaaniseoksen ominaisuudet
Ni-Ti-seoksen stentin koneistuksen prosessivirta on esitetty kuvassa 6 alla:
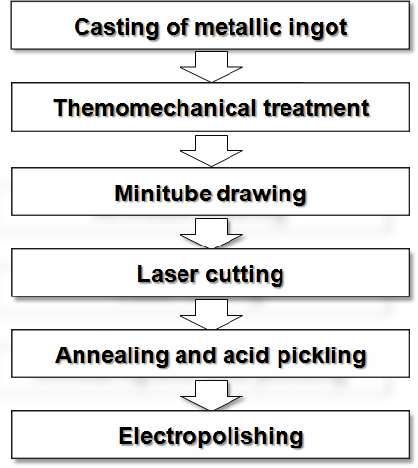
Kuva 6 Nikkeli-titaaniseoksen stentin koneistusprosessi
Kuvassa 7 on esitetty stenttien leikkaamiseen tarkoitetun laserleikkauskoneen kaavio. Leikkausprosessin aikana laserpalkki ensin tuotetaan laserlaitteistolla, ja laserpalkin suunta muuttuu heijastimen avulla. Kun palkki lähetetään lähellä olevaan suuttimeen, piste kohdistuu. Leikkauksen roolissa oleva laserpää on monimutkainen, koska se suojaa leikkausjätteen aiheuttamalta vaurioilta, toisaalta se hallitsee leikkauskaasuvirtauksen kentän ja koon, mikä helpottaa laserpalkin muodostamista ihanteelliseksi pisteeksi.
Laserpalkki osuu putken pintaan hetkelliseen lämpötilaan, joka on useita tuhansia celsiusasteita, aiheuttaen hetkellisen sulamisen lähellä olevalla alueella. Leikkausprosessin aikana leikkauskoneen kaasuvirta tarjoaa apupienoiskaasua, joka puhaltaa pois Nitinolin pisarat, jotka ovat saavuttaneet sulamispisteen, poistaen siten materiaalin, ja lisäksi apupolttoaine vähentää pinnan lämpötilaa leikkausprosessin aikana.
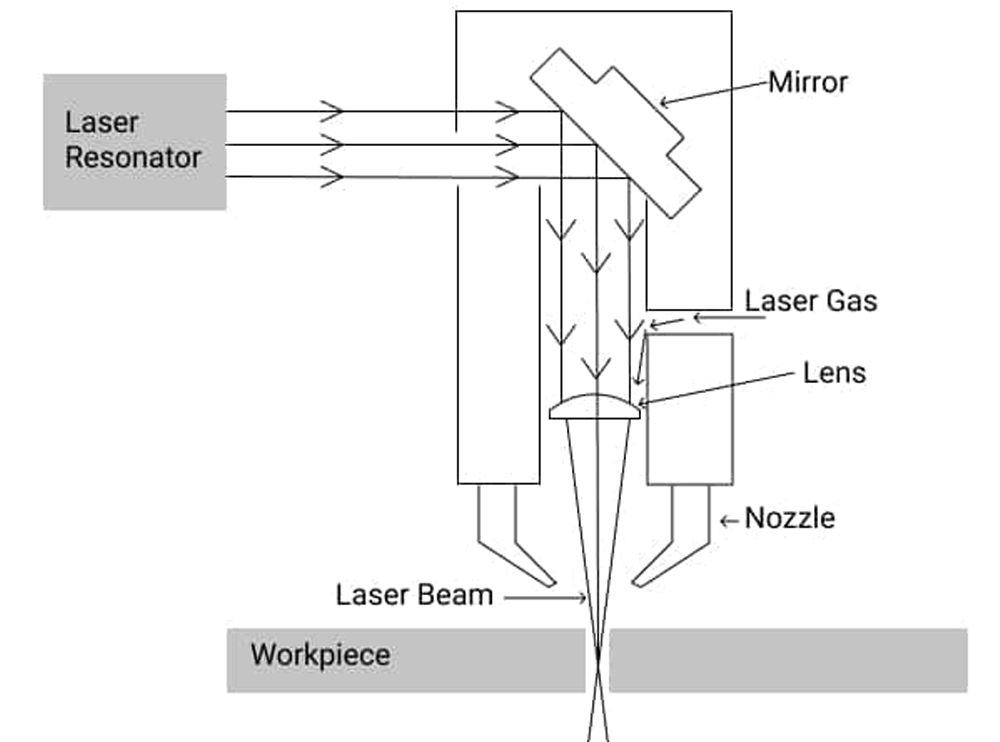
Kuva 7 Leikkauskoneen työperiaatekaavio ja leikkausalueen mekanismikaavio
Nikkelititaaniseoksen kardiovaskulaaristen stenttien laserleikkauksen olemus on: kun putki absorboi valopisteen energian, putken valopisteen vaikutuksen alaisena oleva osa saavuttaa oman höyrystymispisteensä tai sulamispisteensä, ja irtoaa putkesta plasma- tai sulatusmuodossa.
Niistä riippuen valopisteen kantavasta teho-tiheydestä nikkeli-titaaniseoksen kardiovaskulaarinen stenttilaserleikkaus jaetaan pääasiassa:
(1) höyrystysleikkaus: Höyrystysleikkaus tarkoittaa, että valopisteen teho-tiheys on korkeampi kuin 108 W/cm², materiaali absorboi energiaa saavuttaakseen oman höyrystymispisteensä, ja materiaali poistuu plasmamuodossa materiaalin pinnalta leikkaustapana.
(2) sulatusleikkaus: Sulatusleikkaus tarkoittaa, että valopisteen teho-tiheys on korkeampi kuin 107 W/cm², materiaali saavuttaa oman sulamispisteensä sulamuodossa oleva materiaali poistuu raon leikkaustapana.
(3) Happiavusteinen leikkaus: Happileikkaus viittaa valopisteen teho-tiheyteen noin 106 W/cm², tällä hetkellä materiaalien poisto luottaa happiin ja laserpalkkiin, nikkelititaaniseosputken kautta saavuttaa polttoprosessin muodon materiaalin poistamiseksi.
Ja valotyyppien mukaan jakautuneen lasergeenin ehtojen mukaan se on jaettu CO2-laserleikkaukseen, Nd:YAG-laserleikkaukseen ja kuitulaserleikkaukseen. Kuitulaserleikkaus on uusi laserleikkausmenetelmä, joka on kehitetty viime vuosikymmeninä ja jolla on hyviä säteen laatu ja pitkä käyttöikä teollistuneessa ympäristössä jne. Kuitenkin kuitulaserpulssileikkaus on periaatteessa "lämpöistä" käsittelyä, joten prosessissa oleva pisteen energian siirto on yksi avaintekijöistä stentin leikkauksen laatuun. Yksi avaintekijä stentin leikkauslaadulle, kuten kuvassa 8 kuitupulssilaserleikkauksen kaaviossa.
Kuva 8 Kuitupulssilaserleikkauksen kaavio
Toisaalta stentin laserleikkaus jaetaan laservalon jatkuvuuden mukaan jatkuvaan laserleikkaukseen ja pulssilaserleikkaukseen. Tällä hetkellä kardiovaskulaaristen stenttien laserkäsittely suoritetaan kaikki pulssilaserleikkauksella, koska verrattuna jatkuvaan laseriin pulssilaserin kahden peräkkäisen valopisteen välillä on aikaväli, mikä helpottaa leikkausprosessin aikana syntyvän jätteen poistamista ja siten parantaa stenttien leikkausominaisuuksia.
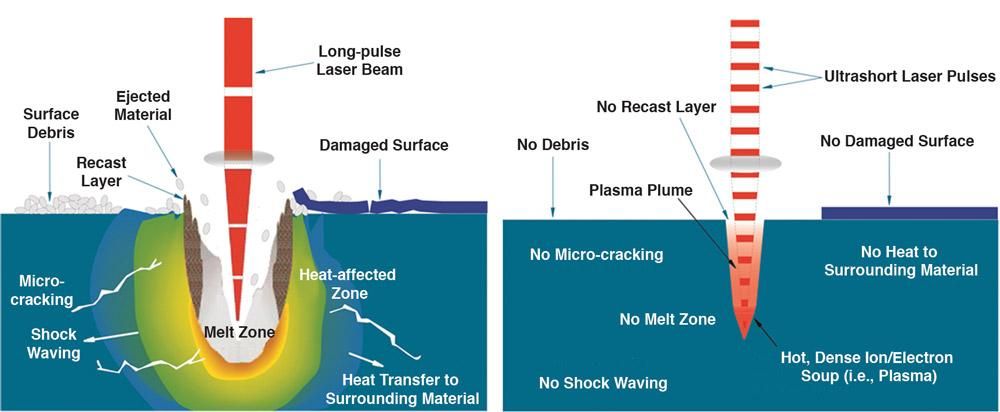
Viime vuosina on esitelty ultrapikosekunttiluokan lasersäteiden tekniikkaa, joka tuottaa lasersäteitä, jotka eivät jätä lämpövaikutteisia jälkiä osaan, mikä tarkoittaa, että femtosekunttilaser on kylmä koneistusprosessi.
Femtosekunttilaser on ultrapikosekunttinen pulssilaser, jolla käsitellään Nitinol-tukia. Femtosekunttilaserin erittäin lyhyen pulssin keston ollessa vain 10-15 sekuntia laser vuorovaikuttaa materiaalin kanssa hyvin lyhyessä ajassa ja välttää lämpödiffuusion vaikutuksen, mikä poistaa sulamisalueen, lämpövaikutusalueen, isku-aallon ja monet muut vaikutukset ympäröivään materiaaliin sekä lämpövauriot. Nämä edut parantavat laserleikkauksen tarkkuutta. Femtosekunttilaserin käsittelyjärjestelmän kaavio on esitetty kuvassa 9.
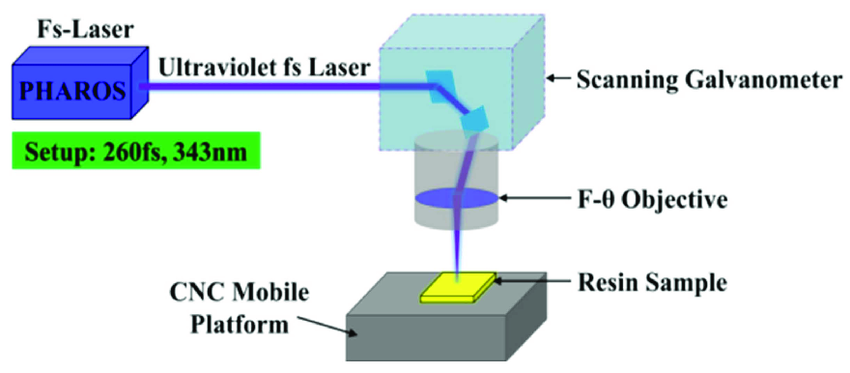
Kuva 9 Femtosekunttilaserin käsittelyjärjestelmän kaavio
Laserleikkauksen jälkeen stentti on edelleen puolivalmiissa tilassa, ja leikkauksen jälkeinen sauman sisäpinta ja sivu ovat usein kuonaa, lämpövaikutteista vyöhykettä ja uudelleenmuodostuneita kerroksia, ja sauma on epätasaisempi ja karkeampi. Yleensä puolivalmiit tuotteet on käytävä läpi sarja prosesseja, kuten lämpökäsittely, hiekkapuhallus, suolanpoisto, karkaisu ja sähkökemiallinen kiillotus, ennen kuin niitä voidaan käyttää valmiina tuotteina.
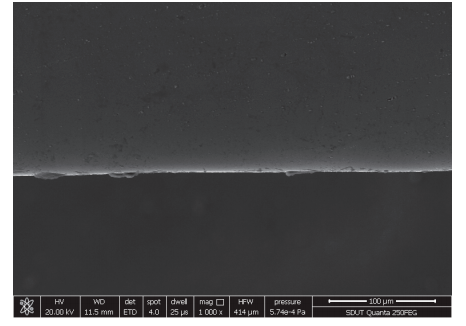
Koska laserkäsittely on lämpökäsittelyä, se aiheuttaa lämpövaurioita stentin pinnalle ja muodostaa pienen määrän kuonaa ja oksidikerrosta (ks. Kuva 10), joiden lämpövaikutusalueen ja uudelleenmuodostuneen kerroksen keskimääräinen paksuus on noin 8 μm.
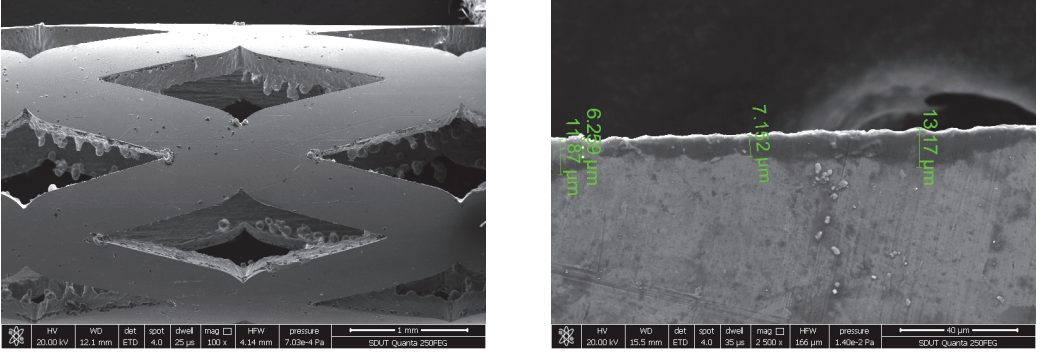
Kuva 10 Mikroskooppinen morfologia verisuonistentin jälkeen laserkäsittelyn jälkeen
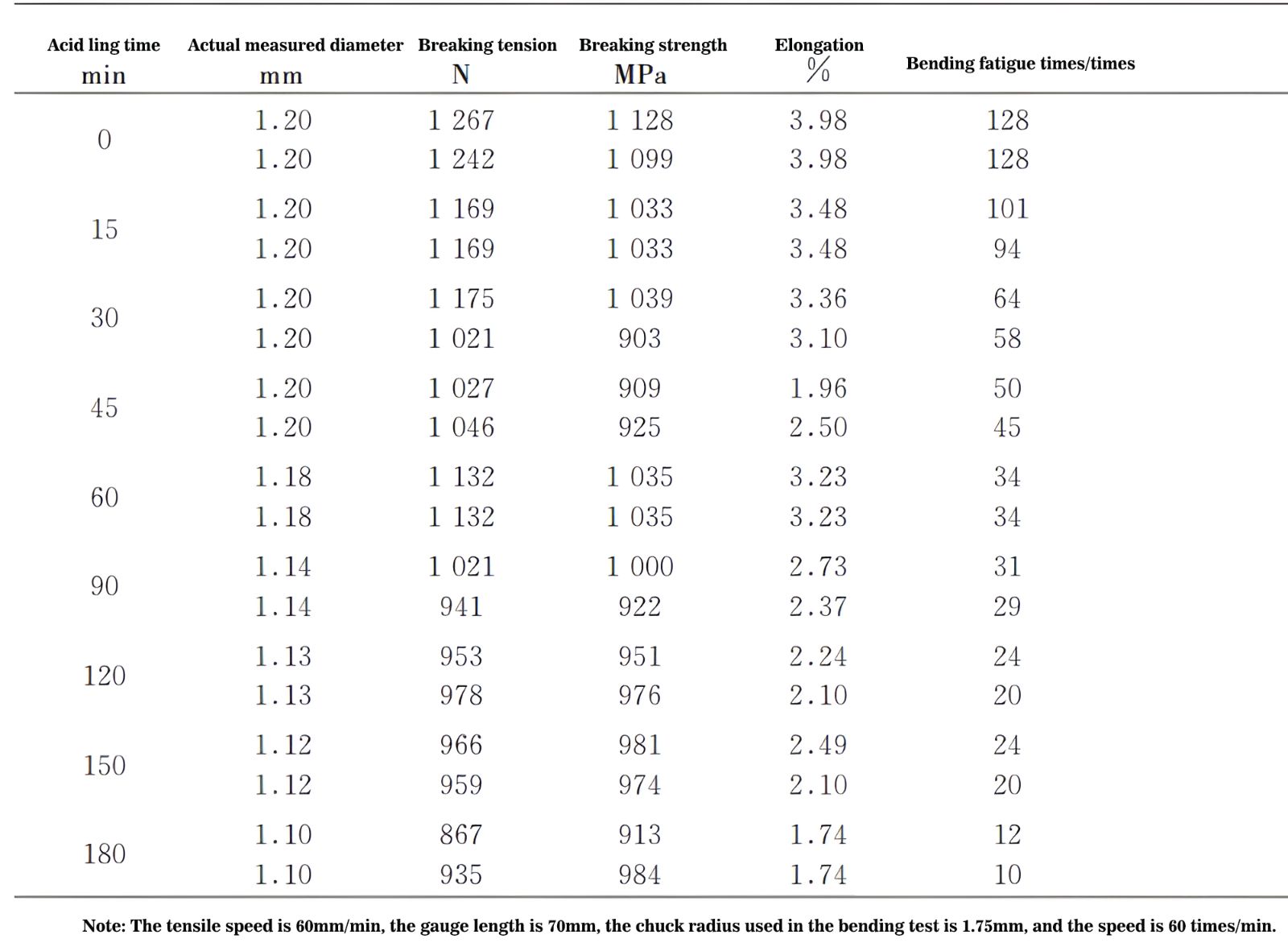
Nitinol-seosstenttien vetolujuuden muutostrendi erilaisilla lämpökäsittelyolosuhteilla on esitetty kuvassa 11a. Kuviosta voidaan havaita, että nitinol-seosstenttien mekaaniset ominaisuudet lämpökäsittelyssä 400°C:ssa ja 450°C:ssa osoittavat merkittäviä vaihteluita lämpökäsittelyajan kasvaessa. Toisin sanoen nitinol-seosstenttien vetolujuus lämpökäsittelylämpötiloissa 500°C ja 550°C osoittaa suhteellisen vakautta ajan myötä. Lisäksi lämpökäsittelyajan kasvaessa nitinol-stenttien vetolujuus vähenee vähitellen.
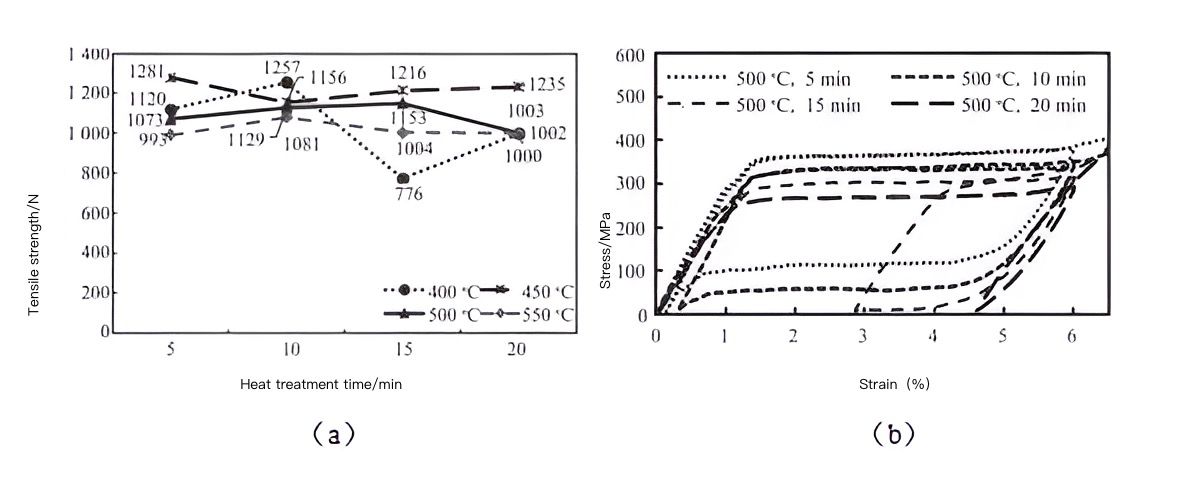
Kuva 11 Nikkeli-titaanilankojen vetolujuus eri lämpökäsittelyprosesseilla
Analysoimalla nitinol-seoksen stressi-venymäkäyriä eri lämpökäsittelyolosuhteissa 500°C:ssa ja 550°C:ssa (kuten kuvissa 11b ja 12 on esitetty), voidaan erottaa erilaisia parametreja, kuten ylä- ja alaplateaustressit, jäljellä oleva venymä, elastinen varastoitu energia ja elastinen varastoitu energia tehokkuus. Kuvioiden 11 ja 12 perusteella voidaan havaita, että näytteet, joilla on lämpökäsittelyajat 5 minuuttia ja 10 minuuttia, osoittavat selvästi ylä- ja alaplateaustressejä, joilla on vähäinen jäljellä oleva venymä, mikä osoittaa martensiittisen faasimuutoksen ja käänteisen muutoksen, osoittaen näin ollen stabiilia epälineaarista supervakautta. Kuitenkin 10 minuutin ja 20 minuutin välillä jäljellä oleva venymä kasvaa äkillisesti lämpökäsittelyajan pidetessä. Tämä osoittaa, että korkeammat lämpökäsittelylämpötilat ja pidemmät käsittelyajat voivat jossain määrin vaikuttaa nitinol-seosstenttien mekaanisiin ominaisuuksiin.
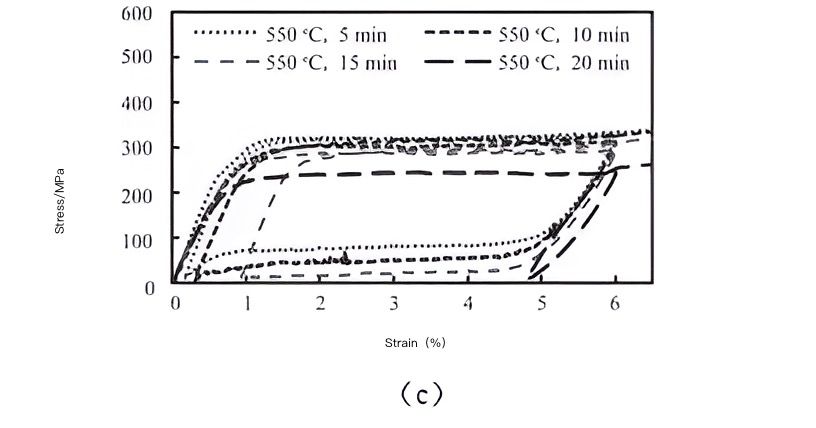
Kuva 12 Stressi-venymäkäyrä 550°C:ssa
Hiekkapuhallus on tehokas menetelmä lian, oksidien, ruosteen, tikarien ja muiden pinnan epätäydellisyyksien poistamiseksi tukien pinnoilta, varmistaen, että ne ovat sileitä ja virheettömiä seuraavia pinnoitteita tai käsittelysovelluksia varten. Alumiinioksidilla suoritetun hiekkapuhalluksen jälkeen on useita etuja seuraavalle lasihelmipuhallukselle: se mahdollistaa säteiden saavuttamisen ulko- ja sisähalkaisijan kulmiin vaatimatta lisää materiaalin poistoa. Säteiden kokoa voidaan tehokkaasti säätää, koska se riippuu lasihelmien koosta ja nopeudesta. Tämä mahdollistaa tarkan hallinnan sädealueista, joilla on lisäsäteitä tuelle.
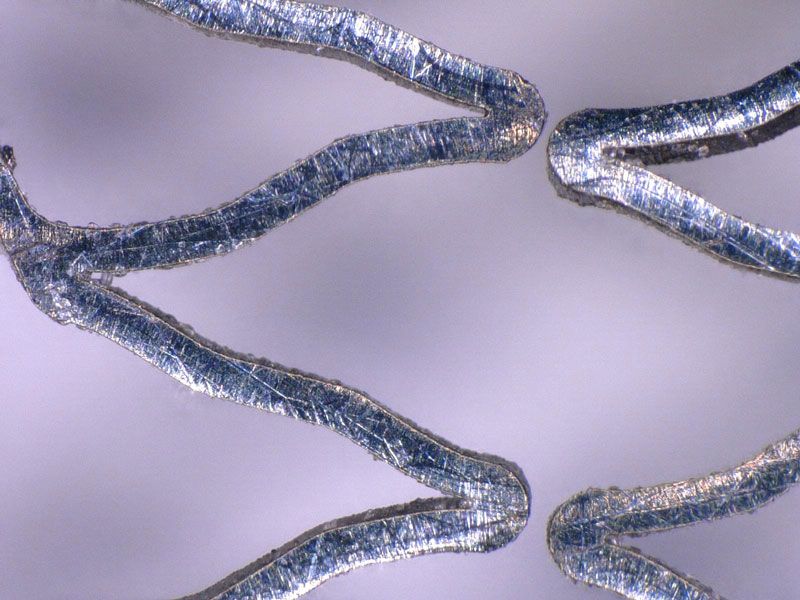
Kuva 13 Puhdistamaton stentin pinta
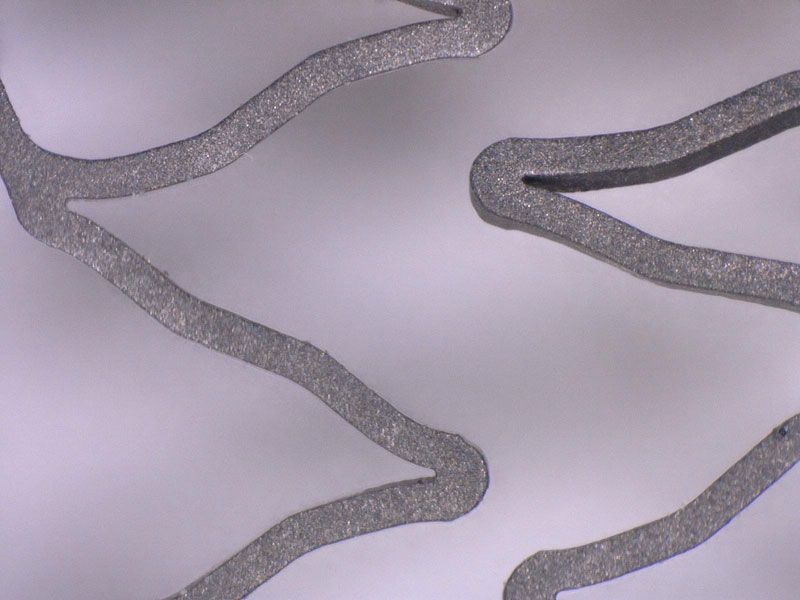
Kuva 14 Hiekkapuhalletut stentin pinnat
Mekaaninen pintakäsittely edistää tukien väsymisikää. Lasihelmien hionta-aineita käytetään yleensä ammuntapuhallussovelluksissa, joissa on tiukat toleranssit. Tukien pinnat räjäyttämällä lasihelmillä ei poista mitään materiaalia tai poista vähäisiä määriä. Lasihelmien koon tärkeys on suuri, suuremmilla helmillä on pyöreämmät reunat. Yleensä on kolme lasihelmien kokoa saatavilla: 35, 50 ja 100. Näytteiden testaaminen kunkin lasihelmien koon kanssa tuottaa vastaavat tulokset.
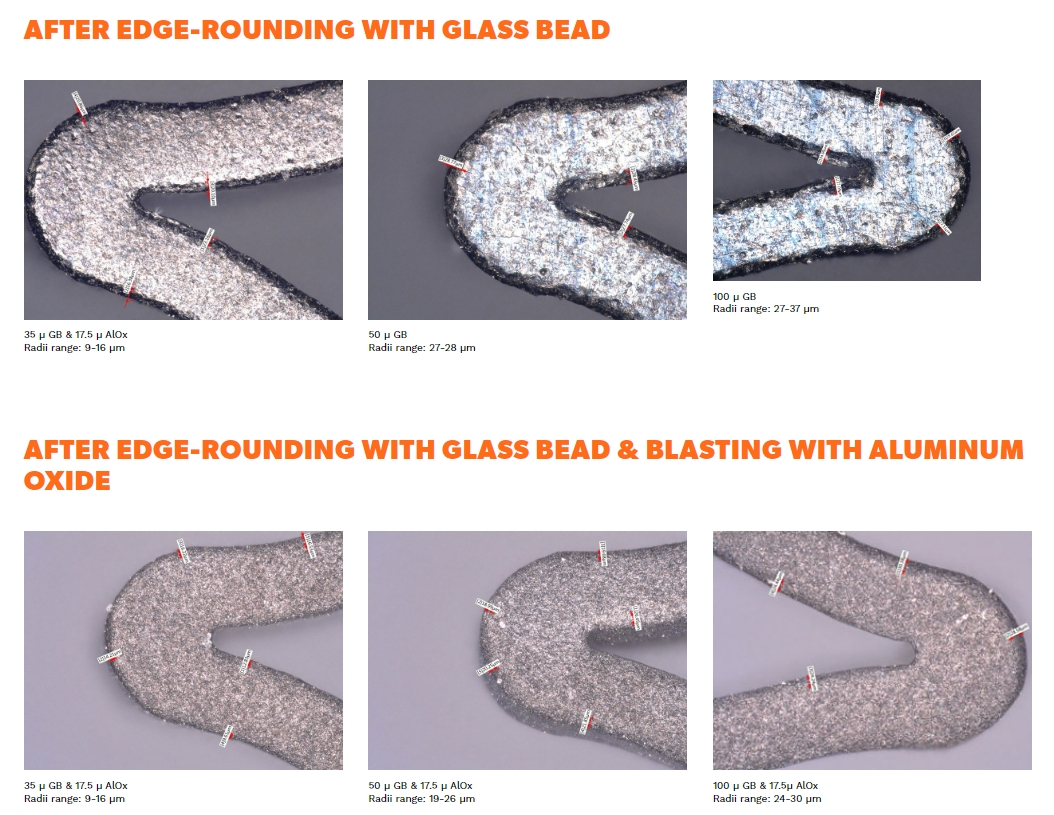
Kuva 15 Lasihelmipuhallus
Nitinol-verisuonistenttien tuotannossa ja käsittelyssä tarvitaan putkien laserkaiverrusta, mikä tuottaa putken pinnalle mustan oksidikerroksen ja sulatettua roskia, jotka vaikuttavat stentin pinnan sileyteen. Nämä sulatetut kuonat ja hapettunut kerros stimuloivat intimaalisen hyperplasian esiintymistä ja vaikuttavat stentin pitkäaikaiseen suorituskykyyn.
Happipesulla on hyvä puhdistusvaikutus ja se on helppo toteuttaa. Happipesumenetelmän periaate on, että puhdistettava materiaali liotetaan happipitoisessa liuoksessa, kuten H2SO4, HNO3 ja HCl. Happipesumenetelmää voidaan käyttää puhdistamaan tukien pinta, erityisesti liuottamaan kaikki pinnalle muodostuneet hapettuneet kalvot ja kuonat. Stentin pintarakenne muuttuu karheammaksi suuren suurennoksen mikroskooppisen tarkastelun jälkeen ennen ja jälkeen happipesun. Ja stentin pinnan topografia muuttuu tasaisemmaksi ja tasaisemmaksi, mikä viittaa siihen, että happipesumenetelmällä on hyvä puhdistusvaikutus.
Kuva 16 Happipesun vaikutus stentin pintaan
8. Vaikutus elektrolyyttiseen kiillotukseen Ni-Ti-stentteihin
Nikkelititaanistentti laserleikkauksen jälkeen on karkea, mikä aiheuttaa suuremman vastuksen verenvirtaukselle sen jälkeen kun se on istutettu ihmiskehoon, johtaen trombin muodostumiseen. Siksi Ni-Ti-stenttien pinnan käsittely niiden pintaehtojen parantamiseksi on avain lääketieteellisten seosstenttien valmistamiseen.
Ni-Ti-seoksen pinnan käsittely tehdään yleensä teollisuudessa mekaanisen kiillotuksen ja kemiallisen kiillotuksen yhdistelmänä, mutta mekaanisen kiillotuksen ja kemiallisen kiillotuksen tehokkuus on alhainen, prosessi on hankala ja erityisen helppo vaurioittaa stenttimäisten materiaalien erityisrakennetta, joten elektrolyyttistä kiillotusteknologiaa käytetään yleensä pääasiallisena hoitomenetelmänä Ni-Ti-seosstenttien pinnankäsittelyssä.
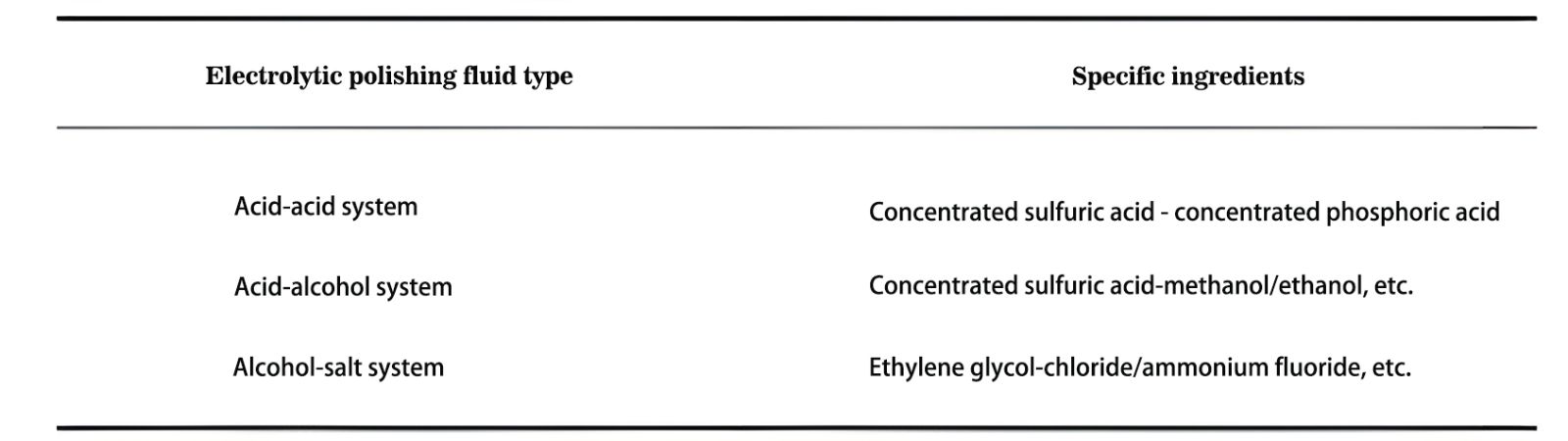
Kuva 17 Perus elektrolyyttisten kiillotusliuosten tyypit ja koostumus
Happo-happojärjestelmä, tiivistetty fosforihappo muodostaa helposti viskoosikalvon näytteen pinnalle, mikä voi parantaa elektrolyyttistä kiillotusta, kun taas tiivistetty rikkihappo on voimakkaasti korroosiivinen, kiillotusprosessi poistaa tehokkaasti epäpuhtaudet näytteen pinnalta ja hapettuneen kalvon ja parantaa sähkönjohtavuutta. Tätä kaksoishappojärjestelmää käytetään yleisemmin Kiinassa.
Babilas ja muut ulkomaiset maat ovat myös ehdottaneet kaksoishappojärjestelmän käyttöä näytteiden kiillotukseen ja saaneet suhteellisen tasaisen, korroosionkestävän pinnan. Etu on hapolla voimakkaalla syövyttävyydellä, mikä voi nopeasti parantaa seoksen pinnan tilaa ja parantaa kiillotustehokkuutta.
Kuitenkin on myös koska tiivistetty rikkihappo ja tiivistetty fosforihappo ovat voimakkaasti syövyttäviä, joten seoksen elektrolyyttisessä kiillotuksessa seoksen pinnan tila on hyvin altis voimakkaan hapon korroosiivisuuden vaikutukselle, mikä johtaa kiillotuksen vaikutuksen epävakaisuuteen. Jos kiillotusajan hallintaa ei hallita hyvin, voi myös ilmetä ylikuormitustilanne, ja P, S-elementit voivat myös saastuttaa ympäristöä.
Niinpä Hryniewicz sovelsi tiivistettyä fosforihappoa näytteiden pintakäsittelyyn anodisen oksidoitumisen aikana ja havaitsi, että elektrolyyttisen kiillotuksen aikana yritettiin sisällyttää alkoholisia liuottimia, joilla on suhteellisen suuri korroosionestokyky. Tämä johti happo-alkoholipohjaiseen elektrolyyttisen kiillotusliuoksen järjestelmään.
Happo-alkoholijärjestelmä käyttää yleensä ei-vesiliukoista elektrolyyttiä, alkoholeja orgaanisina liuottimina sekoitettuna voimakkaaseen happoon elektrolyyttisen kiillotusliuoksen muodostamiseksi. Pieni määrä lisäaineita voidaan lisätä. Tämän elektrolyyttisen kiillotusliuoksen etuna on, että voimakkaalla hapolla on voimakas syövyttävä vaikutus, ja alkoholin viskositeetti on erittäin korkea, elektrolyyttisen kiillotuksen prosessissa se voi edistää syövytyksen estoa.
Tiitani-seokselle, metallimateriaalille, jolla on alhainen sähkönjohtavuus, syövytyksen esto voi tarjota riittävästi aikaa sen pääsemiseksi liuokseen ja edelleen muodostaa viskoosikalvon, joka voi vähentää kiillotetun näytteen pintaruhjeisuutta johtavissa olosuhteissa.
Koska voimakkaat hapot ovat erittäin syövyttäviä, ja voimakkaat hapot kuten perkloorihappo, typpihappo ja muut voimakkaat hapot ovat myös alttiita räjähdyksille, mikä aiheuttaa suuria turvallisuusriskien operaattoreille ja samalla altistaa ympäristön saastumiselle. Tässä tilanteessa jotkut ulkomaiset tutkijat ovat ehdottaneet alkoholien ja liukoisten suolojen käyttöä lämpimän elektrolyyttisen kiillotusliuoksen muodostamiseksi.
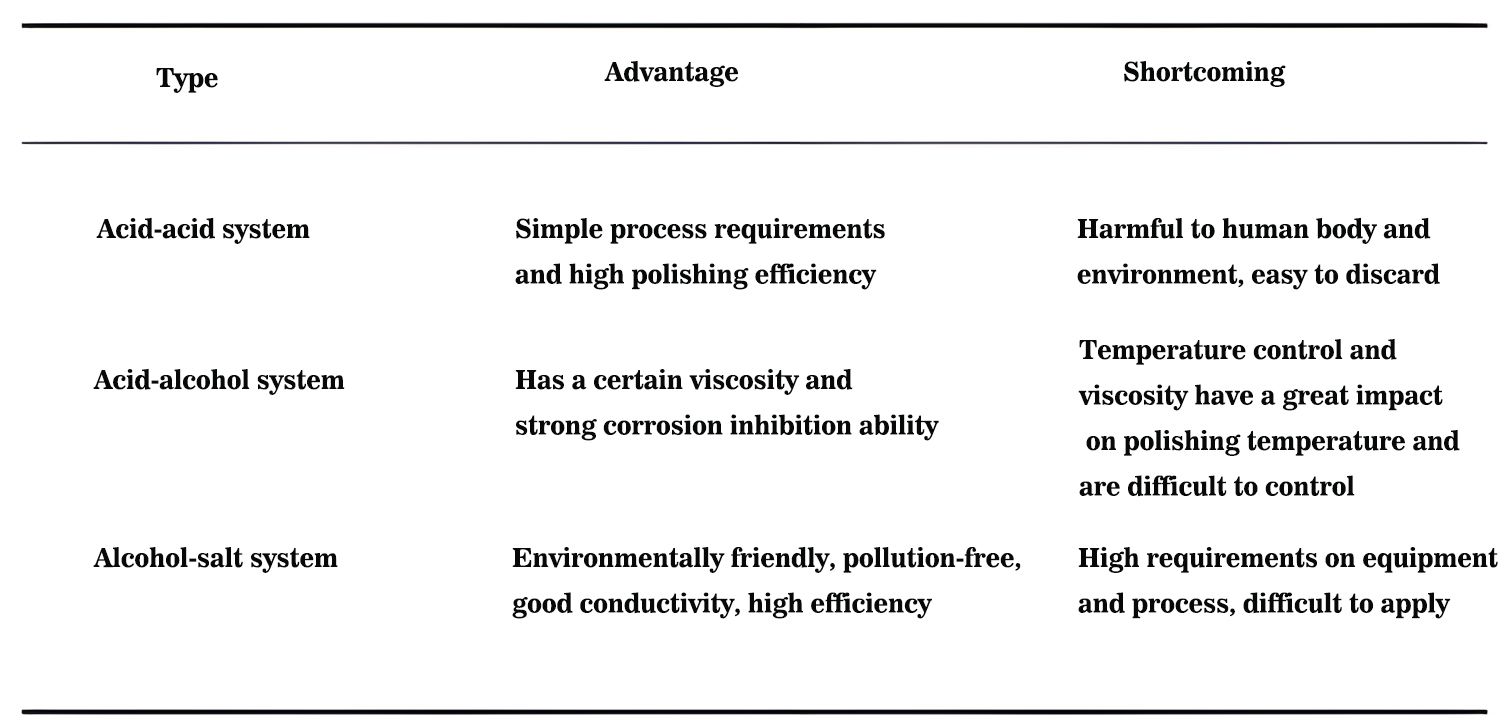
Kuva 18 Kolmen elektrolyyttisen kiillotusnestejärjestelmän etujen ja haittojen vertailu
Ni-Ti-seoksille on kolmea tyyppiä elektrokemiallisia kiillotusliuoksia: happamia, emäksisiä ja neutraaleja, joista happamalla kiillotusliuoksella on paras kiillotusvaikutus.
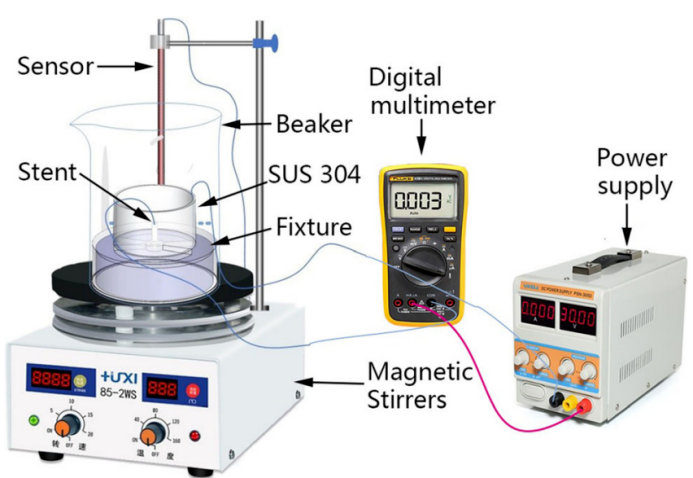
Kuva 19 Sähkölyyttisen kiillotuksen sydänlaitteen periaatteen laitteen kaavakuva
Ensinnäkin seos, jossa oli tilavuussuhde 5:10:35:10, hydrofluorihappo, suolahappo, typpihappo ja vesi, puhdistettiin ultraäänellä 30 s ajan, ja sitten ionittua vettä ja asetonia käytettiin stentin puhdistamiseen 2 minuutin ajan vuorotellen, ja se kuivattiin puhaltamalla.
Edellisen käsittelyn jälkeen valtimostentin pinnan karkeus Ra oli noin 1,3 μm. 304 ruostumattomasta teräsputkesta käytettiin katodina elektrokemiallista kiillotusta varten, jonka sisähalkaisija oli 32,6 mm, seinämäpaksuus 1 mm ja pituus 16 mm.
Elektrokemiallisen kiillotuksen prosessiolosuhteet olivat seuraavat: lämpötila 15°C, virran tiheys 0,7 A/cm², napaetäisyys 15 mm, aika 20 s (metanoli-perkloraattihappo) tai 90 s (jääetikkahappo-perkloraattihappo).

Kuva 20 Valtimostenttien ulkonäkö ennen (a) ja jälkeen (b) kiillotuksen
Kuva 21 Mikroskooppinen morfologia valtimostenttien jälkeen kiillotuksen jälkeen
Kuten voidaan nähdä kuvista 20 ja 21, verrattuna valtimostenttiin ennen kiillotusta, valtimostentin pinnan kirkkautta parannettiin ja pinnalla ei ollut selviä epäkohtia, kuten kyhmyjä, ja lämpövaikutusvyöhyke ja uudelleenkiteytynyt kerros hävisivät, mikä oli hyödyllistä valtimostentin suorituskyvyn parantamiseksi.